
手机号码:15258226625
传(chuán) 真:0574-88077381
公司(sī)地址:浙江省宁波市鄞州区姜山镇陈家团
公司网(wǎng)址:www.gxeduw.com
邮箱地址:171455916@qq .com
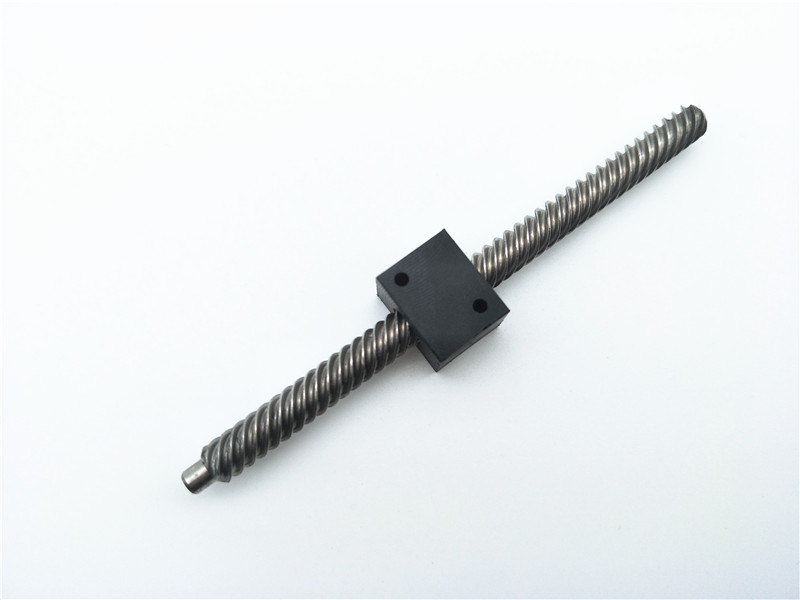
型 号:Tr6.85*6.35
同类其他型号:6*1,6*3,6.35*3*2头,6.35*6.35*4头,6.35*6.85*4头(tóu),6*8*6头 等(děng)可定制各种规格型号
材质/可(kě)做材质:丝杆:铁/不锈钢,螺母:铜/尼龙
/螺杆")
网(wǎng)络优化资料:
自主创新生产加工方(fāng)式 并应用到实践活动生产加工和课堂教学中
小(xiǎo)编小结出一套层(céng)次(cì)按段钻削法,该方式 根据深入分析(xī)生产加工(gōng)大变位(wèi)系数双头涡杆时每一层承受能力状(zhuàng)况(kuàng)及(jí)铣面,有效地将几类方式 交叉运用,充分运用各种各样方式 的优点,能够降低生产加工時(shí)间,减少(shǎo)生产加工水平,提升(shēng)生产加工高效率,提升生产加(jiā)工品(pǐn)质。
层次生产加(jiā)工就是(shì)说将外螺纹螺牙高宽比分成多层,随后自上而下下降(jiàng)产量。大家都知道梯形丝(sī)杆摩擦力,在螺纹加工(gōng)中,钻削(xuē)深层(céng)越(yuè)大,生产加工越艰难,钻削量大,室内空间(jiān)就会被排出来的(de)切削阻塞(sāi),导致套装梯形丝杆(gǎn)切削速度忽然扩大而出現扎刀状况。层次生产加工则忽略不计了这一状况。比如:mx=3mm的变位(wèi)系数,三(sān)头涡杆,外螺纹螺牙高宽比6.6mm,以将它分成四层,第 一层生产加工深层操纵(zòng)在2~3mm;第(dì)二层操纵在1.5~
2mm,第三层操纵在0.5~1mm,第四(sì)层操纵在0.5~0.8mm,如生产加工技术性不娴熟,叠加层数可再多一些,采(cǎi)用(yòng)合适于自身的生产加工叠加(jiā)层数和(hé)深层。
按段就是指全部螺纹加工全过程分成精车、半镗孔、镗孔三个环节。即(jí)如上例中的第 一层、第二层为精车,第三层(céng)为半镗孔,第四层为镗孔。随后对于相对层级,挑选与之相一致的生产加工方式 ,以超过提升生(shēng)产加工品质,提(tí)升生产加(jiā)工速率。如生产加工第 一层时因为是表面,铣面室内(nèi)空间大,另外(wài)选用扩大前角视角避免扎刀,增加钻削深层,直(zhí)进(jìn)法与去皮法更替应用(yòng),灵活运用外螺纹铣刀尖刀。




