手機號碼:15258226625
傳 真:0574-88077381
公司地址:浙江省寧波市鄞州區薑山(shān)鎮陳家團
公司網址:www.gxeduw.com
郵箱地址:171455916@qq .com
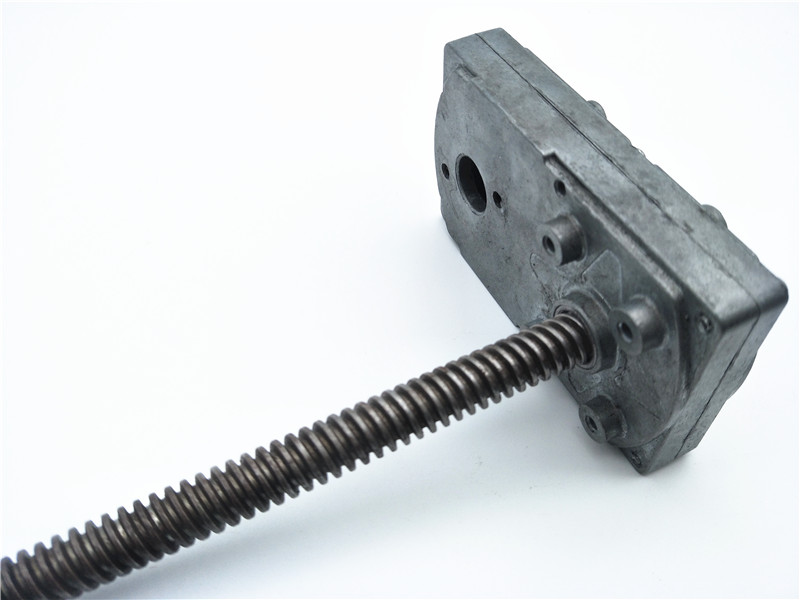
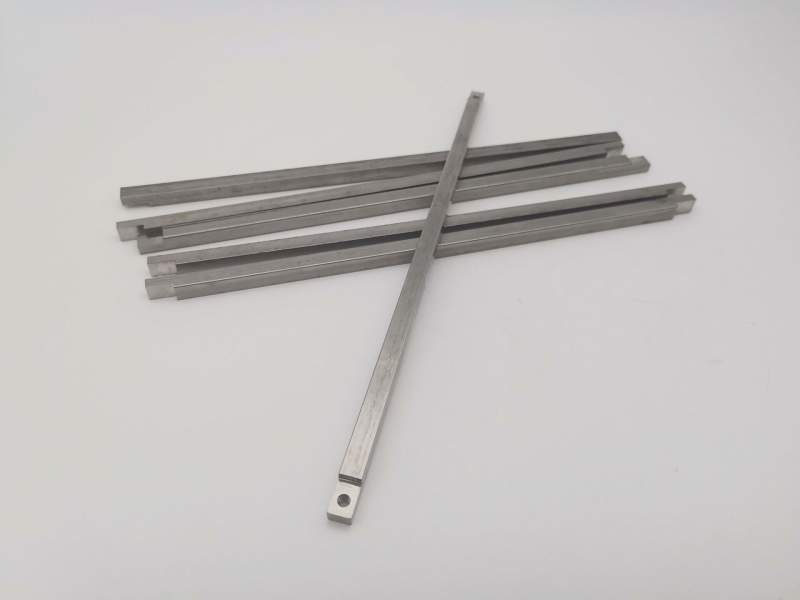
型 號(hào):Tr10*1
用 途:自動升降油煙機配(pèi)件、3D打(dǎ)印機,電機,自動鎖,升(shēng)降機,汽車配件等
同類其他型號:T10*2/頭,10*4/2頭,10*10/5頭,10*20/6頭等可定製各種規格型號
材質/可做材質:絲杆:鐵/不鏽鋼,螺母:銅/尼龍
可(kě)生產直徑/導程(chéng)/螺距(jù)/頭數:直徑3.5-80,導程1-60,螺距1-10,頭數1-12

網絡優化資料:
大變位係數多頭渦杆鑽削法與層級(jí)按段教學方法數控加工技術技術專業是職業學校頭等梯形絲杆設計大事專業(yè),機械加工行業的再造促進(jìn)車(chē)工操作過程專業性(xìng)高層次人才梯形絲杆傳動的規(guī)定慢慢提高,十分是一般車工和數控車床加工複合(hé)性專業。數控車床(chuáng)加工專業學得好壞,在於一般車工的基礎(chǔ)打得怎樣,而普通車工(gōng)學得(dé)怎樣又在於車(chē)渦杆車得是(shì)否專(zhuān)業。依據(jù)好幾年的操作(zuò)過程社會實踐活動及教學課堂,總的來說(shuō)渦杆的切削較一般銑削生產製造(zào)包括梯形螺紋生產製造更為艱辛。那麽怎樣才能把渦杆、十分是大變位係數多頭(tóu)渦杆生(shēng)產製造好呢?下(xià)麵是網編的易(yì)懂掌握。
一、生產製造渦杆中存在的艱辛及車不大好的(de)原因
由(yóu)於渦杆的同步齒輪較深,銑削(xuē)占地麵積大,切削時很容易造成振動,使鑄鐵件變形,甚至導致(zhì)“紮刀(dāo)”。而在渦杆的切削(xuē)中,變(biàn)位係數越大,頭數越大,生產製造難易度(dù)越大。大(dà)變位(wèi)係數多頭渦杆的mx一般都是3mm上(shàng)下,再加采用大銑削深層次或大走刀(dāo)的強力銑削,對數控銑床、焊接夾具以及操作流程、操作過程專業性都將明確(què)指出更高要求。